Fri, 12 April, 2024
The FORGE project team, of which TWI is a part, have published a new research article, ‘Machine Learning-Based Predictions of Porosity during Cold Spray Deposition of High Entropy Alloy Coatings.’
The work, which was led by Dr Deepak Sharma, Research Associate at Materials Innovation Centre, University of Leicester, took a machine learning-based approach to predict porosity during cold spray deposition based on feedstock powder characteristics and the cold spray process parameters. The paper, which was co-authored by Dr Dibakor Boruah from TWI, and Ali Alperen Bakir, Ahamed Ameen, Dr Shiladitya Paul from the University of Leicester, also presents the hierarchical impact of the parameters on the formation of porosity.
As a solid-state materials deposition process, cold spray has attracted attention across industry due to its relatively low operating temperatures. However, porosity can form during the deposition process. This can be in the form of interface porosities, which can be created as a result of geometrical effects at the particle/particle interfaces, and as stack porosities, which are due to variations in the density of particles in the gas flow. Both interface and stack porosities are detrimental to the mechanical properties and corrosion mitigation behaviour of the coating once deposited.
Because the formation of porosity is affected by powder characteristics (powder morphology and size), and CS process parameters (gas temperature, gas pressure, stand-off distance, etc.), this research used nine different machine learning models based on linear regression (LR), decision trees (DT), random forests (RF), gradient boosting (GBOOST), support vector machine (SVM), and neural networks (ANN) to predict the formation of porosity. Due to the excellent properties of high entropy alloys, Cantor alloy was taken as the consumable.
The final dataset, which was derived from the literature and experiments, identified SVM with a linear kernel and LR as the top-performing models based on the Pearson correlation coefficient (PCC) and root mean square error, where the PCC values exceeded 0.8 (Figure 1). In addition, the SHapley Additive exPlanations (SHAP; Figure 2) method helped identify that the type of gas and powder morphology are the top two factors in pore formation.
You can see the paper, in full, here.
You can find out more about the FORGE project on the dedicated project website, here.
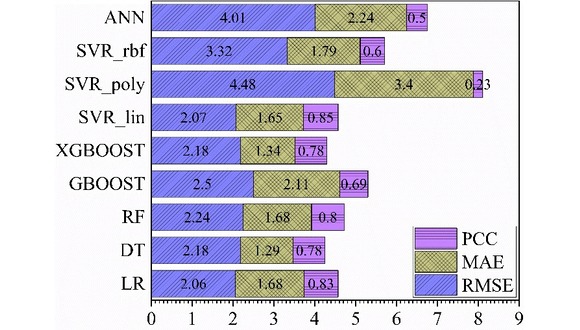 Figure 1. The Pearson correlation coefficient (PCC), mean absolute error (MAE), and root mean square error (RMSE) values for all the employed ML models: LR, DT, RF, GBOOST, XGBOOST, SVR_lin, SVR_poly, SVR_rbf, and ANN.
Figure 1. The Pearson correlation coefficient (PCC), mean absolute error (MAE), and root mean square error (RMSE) values for all the employed ML models: LR, DT, RF, GBOOST, XGBOOST, SVR_lin, SVR_poly, SVR_rbf, and ANN.
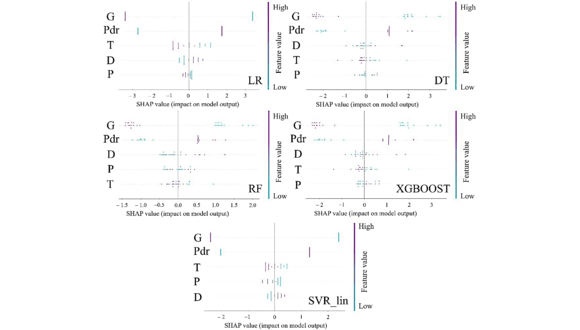 Figure 2. The figure showcases the hierarchical importance of the input features obtained from the SHAP method for the top five models: LR, DT, RF, XGBOOST, and SVR_lin. The hierarchical importance indicates which factor contributes the most to the formation of porosity during cold spray deposition of the Cantor alloy. Here, 'G' refers to gas type (He or N2), 'Pdr' refers to powder morphology, 'D' stands for stand-off distance, 'P' represents process gas pressure, and 'T' denotes process gas temperature.
Figure 2. The figure showcases the hierarchical importance of the input features obtained from the SHAP method for the top five models: LR, DT, RF, XGBOOST, and SVR_lin. The hierarchical importance indicates which factor contributes the most to the formation of porosity during cold spray deposition of the Cantor alloy. Here, 'G' refers to gas type (He or N2), 'Pdr' refers to powder morphology, 'D' stands for stand-off distance, 'P' represents process gas pressure, and 'T' denotes process gas temperature.
FORGE project has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement No. 958457.