Tue, 23 June, 2020
搅拌摩擦焊(FSW)是TWI在1991年发明的固态焊接工艺。搅拌摩擦焊的工业应用范围在不断扩大,但是目前主要的成熟产品还是以铝合金材料为主。自1995年以来,TWI一直致力于开发针对钛合金的搅拌摩擦焊技术,在这一领域实现了重大突破,开发出静轴肩搅拌摩擦焊(SS-FSW)的新工艺。
2016年,TWI使用静轴肩搅拌摩擦焊成功地为欧洲航天局生产了运载火箭的推进剂Ti-6Al-4V储罐。与常规制造方法相比,该技术明显减少了储罐的制造成本和周期。项目详细信息可以通过以下链接查询: Friction Stir Welded Low-Cost Titanium Propellant Tank, Pt. 1 和 Friction Stir Welded Low-Cost Titanium Propellant Tank, Pt. 2.
以前期的工作为基础,TWI最近在该领域又取得了重要进展,成功开发出了Ti-6Al-4V厚板静轴肩搅拌摩擦焊接工艺,成功焊接两块厚度超过10毫米的板材,实现近净形T型接头,如图1所示。 该工艺的主要优点是节省材料并减少了机加工时间。通过该技术,材料节省可超过90%,同时减少传统机加工操作,某些组件生产成本可以减少三分之二以上。研究工作对焊接接头进行底板和支撑板的拉伸强度评估,在两项强度测试中,试样均在焊缝外的母材区失效,试样的最终抗拉强度均超过960MPa,相关的试件见图2。这一进展大大加强了静轴肩搅拌摩擦焊技术在钛合金材料上的应用能力,尤其针对关键部件,如航空航天和其他相关行业中的产品。
欲了解更多信息,请与TWI魏兴国联系(xingguo.wei@twi.co.uk) 。
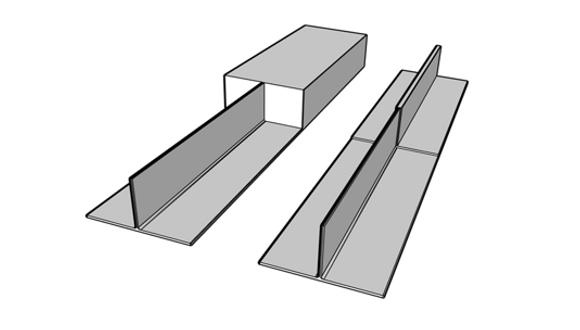 图1:钛合金T型接头从实心块加工而成(左)或从由静轴肩搅拌摩擦焊焊接底板和支撑板制作的近净形部件加工而成(右))。
图1:钛合金T型接头从实心块加工而成(左)或从由静轴肩搅拌摩擦焊焊接底板和支撑板制作的近净形部件加工而成(右))。
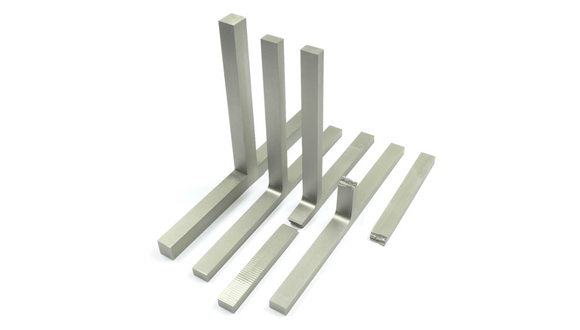 图2:静轴肩搅拌摩擦焊钛合金T型接头,试件从左到右:1)焊接件,2)加工成型件,3)拉伸件失效位置在底板上,以及4)拉伸件失效位置在支撑板上,显示了两个失效位置都在母材中。
图2:静轴肩搅拌摩擦焊钛合金T型接头,试件从左到右:1)焊接件,2)加工成型件,3)拉伸件失效位置在底板上,以及4)拉伸件失效位置在支撑板上,显示了两个失效位置都在母材中。